









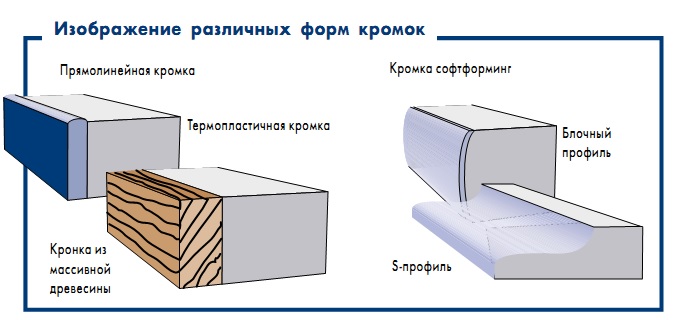
Облицовывание кромки
KЛЕЙБЕРИТ – Клеи-расплавы для приклеивания кромки
| КЛЕЙ | основа | Цвет | ВЯЗКОСТЬ (мПа*с) | Рабочая температура (°C) | Расход (г/м.п.) | Скорость станка,(м/мин) | свойства |
| 735.0 | ЭВА | белый
слоновой кости махагон чёрный |
200°C - 100.000
220°C - 55.000 |
200-240 | 8-25 | Для среднескростных станков. Хорошо активизируется при подачи температуры, поэтому подходит для предварительного нанесения. Быстро расплавляется | |
| 774.4 | ЭВА | белый
слоновой кости махагон чёрный |
200°C - 65.000
220°C - 55.000 |
200-210 | 50-80 | 15-40 | Для высокоскоростных машин. Наполненный клей, хорошо заполняет структуру ДСП. Для прямой тонкой кромки. Для предварительного нанесения на кромку. |
| 774.8 | ЭВА | слоновой кости | 200°C - 90.000
220°C - 55.000 |
200-210 | 20-40 | Для высокоскоростных машин. Наполненный ЭВА расплав. Для прямой тонкой кромки. Для высоких скоростей. | |
| 777.0 | ЭВА | слоновой кости | 200°C - 75.000
220°C - 42.000 |
200-220 | 20-50 | Для высокоскоростных станков. Эва-растплав с очень высокой температуростойкостью до 110°C.Для прямой кромки любого вида, массивной кромки, шпона до 5мм. | |
| 779.6 | ЭВА | слоновой кости | 180°C - 130.000
200°C - 80.000 |
200-210 | 20-50 | Для высокоскоростных станков. Дл ялюбого вида кромки, даже очень толстой массивной. Пригоден для софтформинга. | |
| 779.7 | ЭВА | белый
слоновой кости чёрный |
200°C - 85.000
220°C - 55.000 |
200-210 | 20-80 | Для высокоскоростных станков. Для софтформинг кромки. Длительное время открытой выдержки. Пригоден для предварительного нанесения на кромку.Хорошая начальная приочность. | |
| 782.0 патроны для HolzHer | ЭВА | белый
слоновой кости махагон чёрный |
180°C - 50.000
220°C - 30.000 |
200-220 | 100 | 8-20 | Для среднескростных станков. Наполненный клей, подходит для любых видов кромки, в т.ч. металлической. Высокая начальная прочность. |
| 788.3 | ЭВА | слоновой кости | 135°C - 135.000
150°C - 70.000 160°C - 45.000 |
120-160 | 1-5 | Низкая температура переработки 120-160°C. Для низкой скорости подачи от 1 до 15м/мин. Для ручных машин. | |
| 788.6 | ЭВА | слоновой кости | 160°C - 17.000 | 120-160 | от 5 до 20 | Низкая вязкость.Для тонкой кромки.Пригоден для ручных станков. | |
| 788.7 | ЭВА | слоновой кости
махагон |
130°C - 135.000
150°C - 70.000 160°C - 50.000 |
150-190 | 50-80 | 5-20 | Универсальное применение от 150°C до 190°C и скоростей от 5 до 20м/мин.Дли тельное время открытой выдержки, отличная клейкость. Для любого вида кромк, даже для массивной. |
| 753.5 | ПО | желтоватый | 180°C - 110.000
200°C - 65.000 |
190-210 | 20-50 | Для средне-скоростных машин. Высокая температуростойкость до 120°C. Для любого вида кромки. Наполненный ПО расплав с высокой начальной почностью. | |
| 707.9 | ПУР | непрозрачный
молочный |
140°C - 80.000
160°C - 45.000 |
120-160 | от 5 | Влагостойкий и температуростойкий ПУ расплав. Универсальный для любого вида кромки. Для кухонной мебели и ванных комнат. | |
| 707.7 | ПУР | бесцветный | 120°C - 100.000
140°C - 50.000 |
120-140 | 10-30 | Для среднескростных станков. Влагостойкий и температуростойкий ПУ расплав. Для любого вида кромки. Бесцветный, тонкий клеевой шов. Для кухонной мебели и ванных комнат |
| Виды оборудования | Ручное или кромкооблицовочное оборудование с низкой скоростью подачи | Обычное кромкооблицовочное оборудование. Скорость подачи >18м/мин | Высокоскоростное кромкооблицовочное оборудование | BAZ-Оборудование | Установки проходного типа для формовых деталей | ||||
|---|---|---|---|---|---|---|---|---|---|
| Прямая кромка | Софт-форминг | Прямая кромка | Софт-форминг | Прямая кромка | Софт-форминг | ||||
| ЭВА-Клеи-расплавы | 774.4 | ■ | ● | ||||||
| 774.8 | ■ | ● | |||||||
| 777 | ■ | ■ | ▼ | ||||||
| 779.6 | ● | ■ | ■ | ▼ | ▼ | ▼ | ● | ● | |
| 779.7 | ■ | ■ | ▼ | ▼ | ▼ | ● | ● | ||
| 779.8 | ■ | ■ | |||||||
| 782 | ■ | ■ | ● | ● | ● | ||||
| 788 | ■ | ▼ | ▼ | ▼ | ■ | ||||
| ПО-СК | 753.5 | ● | ■ | ■ | ■ | ■ | |||
| ПУР-СК | 707.9 | ▼ | ■ | ■ | ■ | ▼ | ■ | ■ | ● |
| 707.7 | ▼ | ■ | ■ | ▼ | ■ | ■ | ▼ | ||
■ - очень хорошо подходит ▼ - хорошо подходит ● - технически возможно
В области приклеивания кромки в мебельной промышленности выделяется все возрастающий профиль требований к клеям в отношении более быстрой переработки, температуростойкости, формы и материалов. Для приклеивания кромки применяются следующие клеи:
ЭВА-клеи-расплавы ПО-клеи-расплавы (этиленвинилацетат и полиолефин):
- Основываются на термопластичных синтетических материалах или смолах, сцепление которых происходит чисто физически
- Достигают прочности сразу после охлаждения, т.е. кристаллизации
- Температуростойкость от -20°C до 120°C
Реактивные клеи-расплавы (полиуретан):
- Наряду с физическим процессом схватывания происходит процесс последующего химического сцепления.
- Четко выраженная более высокая влаго- и температуростойкость от -40°C до 140°C.
Переработка клеев-расплавов:
Клеи-расплавы для приклеивания кромок обычным способом, а также в процессе «софтформинг» в расплавленном состоянии являются от средне- до высоковязких для обеспечения заполнения пор среднего слоя стружечной плиты и достижения хорошей прочности приклеивания по всей толщине плиты.
Свойство быстрого схватывания должно проявляться в зоне прижима, чтобы при последующем фрезеровании деталей в стопе избежать «размазывания» клея по деталям. Начальная прочность клея-расплава должна быть очень высокой также сразу после приклеивания методом «софтформинг», чтобы возвратные силы кромочного материала не вызвали раскрытие клеевой фуги. Клеи-расплавы для приклеивания кромки обладают хорошей текучестью и не приводят к блокированию устройства для расплавления гранулатов. Они расплавляются в специальных устройствах для расплавления гранулатов, которые, как правило, находятся непосредственно над системой нанесения.